(1) Raw Material Mixing:
PVC stabilizers, plasticizers, antioxidants, and other additives are fed into a high-speed mixer in specified proportions and sequences. Material temperature rises to preset process levels through mechanical self-friction. The mixture is then cooled to 40-50°C in a cooling mixer before being transferred to the extruder hopper.
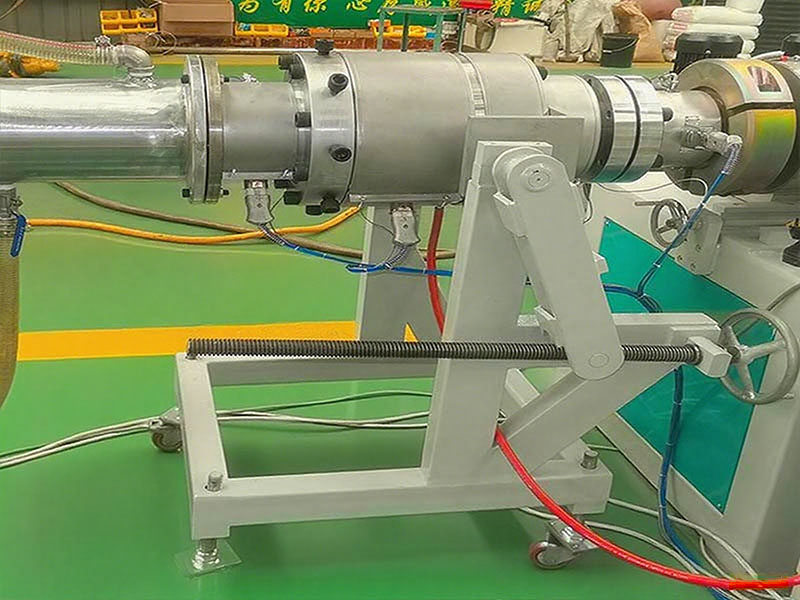
(2) Extruder:
Equipped with a gravimetric feeding system ensuring synchronized material input/extrusion for stable output.
Conical screw design: Larger diameter in the feed zone enhances heat transfer and shear rate for superior plasticization. Smaller diameter in the metering zone reduces heat exposure and shear, enabling low-temperature extrusion.
Rotating screw plasticizes and conveys PVC compound toward the die, achieving compaction, melting, homogenization, degassing, and dewatering.
Variable frequency drives (VFD) for both feeder and screw enable synchronous speed adjustment.
(3) Extrusion Die Head:
The compacted, molten, and homogenized PVC is forced through the die head by the screw. This component serves as the key forming element for pipe profiles.
(4) Calibrating & Cooling Tank:
Performs pipe sizing and cooling via integrated vacuum and water circulation systems.
Constructed with stainless steel tank and circulating water spray cooling.
Features adjustable positioning systems: Front/rear movement + manual height/lateral alignment.
(5) Haul-off Unit:
Continuously and automatically extracts cooled/solidified pipes from the die using VFD speed control.
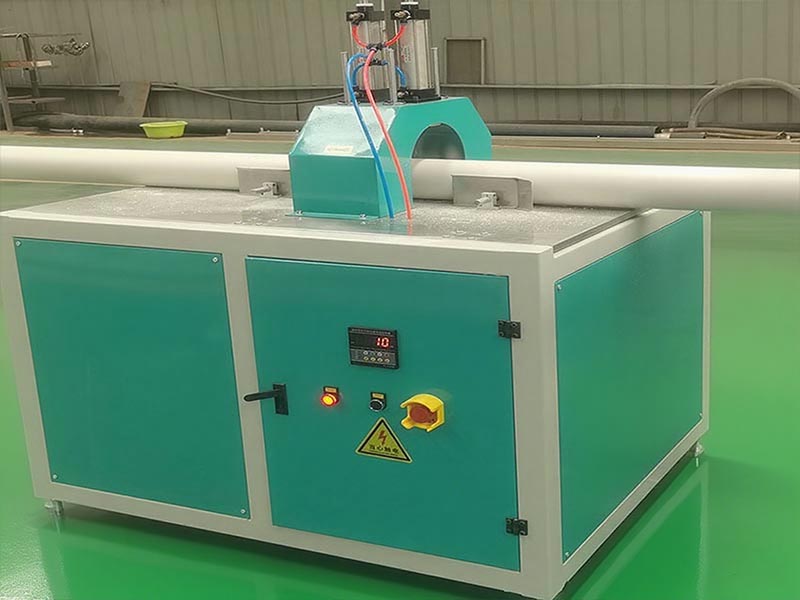
(6) Cutting Unit:
Triggers automatic cutting based on preset length signals from limit switches.
Performs synchronized flying cuts during continuous pipe movement.
Enables delayed tipping for uninterrupted production flow.
Operates via combined electric and pneumatic drives.
(7) Discharge Rack:
Employs pneumatic cylinder actuation (air circuit controlled) for material discharge.
- Tel:+86135-8321-1497
- Email:zhaoxingjixie121@gmail.com
Please fill out the form below and we will get back to you as soon as possible.
- Call:+86135-8321-1497
- Mail:zhaoxingjixie121@gmail.com
Products

PVC Pipe Production Line
PVC pipe production line is a new high-speed, energy-efficient system developed by Qingdao Zhaoxing Plastic Machinery. It incorporates internationally introduced technology combined with over a decade of our company's practical experience and domestic market adaptations. The line features user-friendly operation, an aesthetically designed structure, high automation, and stable, reliable performance.


-
Product Introduction
-
Technical parameters

-
Related products